
Blog
Why Does D2 Tool Steel Warp After Quenching?
Why Does D2 Tool Steel Warp After Quenching?
Warping is one of the most common problems during the heat treatment of D2 tool steel.
It happens because internal stresses develop during rapid cooling and phase transformation.

D2 is a high-carbon, high-chromium cold-work tool steel with excellent wear resistance, but its high alloy content also makes it sensitive to dimensional distortion if heat treatment is not properly controlled.
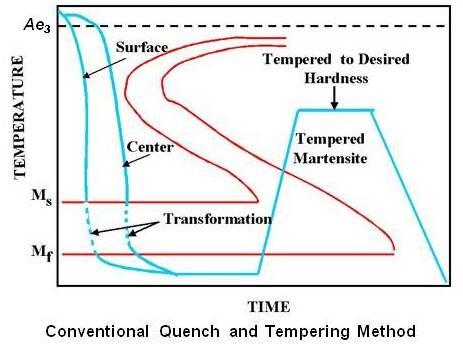
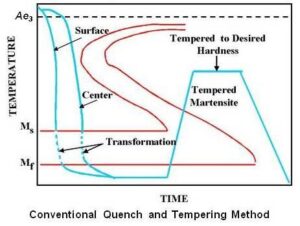
1. Uneven Cooling Rate
The most common cause is non-uniform cooling.
When D2 is quenched:
- The surface cools faster than the core
- The outer layer contracts first
- The inner core remains expanded for longer
This creates internal stress differences.
If the stress exceeds the steel’s elastic limit, permanent distortion occurs.
The larger the temperature difference, the greater the distortion risk.
σ=EαΔT\sigma = E\alpha\Delta T
Where:
- σ = thermal stress
- E = elastic modulus
- α = thermal expansion coefficient
- ΔT = temperature difference
A larger ΔT produces more warping stress.
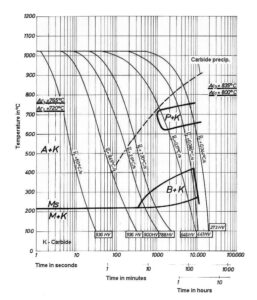
2. Martensitic Transformation Expansion
During quenching, D2 transforms from austenite to martensite.
This transformation causes volume expansion.
If transformation occurs unevenly across the part:
- Some areas expand earlier
- Other areas lag behind
This imbalance bends or twists the component.
This is especially severe in:
- Thin sections
- Long parts
- Complex geometry tools
3. Incorrect Austenitizing Temperature
Typical D2 hardening temperature:
1020–1040°C
If overheated:
- Grain coarsening occurs
- Carbides dissolve excessively
- Higher retained austenite forms
This increases transformation instability and distortion.
4. Poor Part Geometry
Parts with uneven thickness distort easily.
Examples:
- Sharp corners
- Deep pockets
- Thin walls beside thick sections
- Asymmetrical design
Different mass sections cool at different rates, causing bending.
Rounded transitions greatly reduce distortion risk.
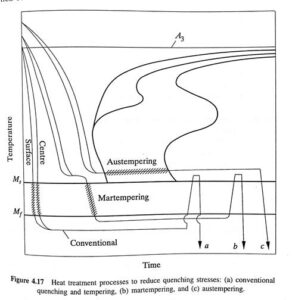
5. Improper Support During Quenching
Unsupported tools may sag or bend while hot.
Examples:
- Long blades
- Thin die inserts
- Large flat plates
Gravity plus thermal softening can permanently deform the part.
6. Inadequate Stress Relief Before Hardening
Machining introduces residual stress.
If stress relief annealing is skipped, quenching releases this stored stress suddenly.
This often causes:
- Twisting
- Bowing
- Surface distortion
Recommended stress relief:
600–650°C for 2–4 hours
before final hardening.
7. Incorrect Tempering Practice
D2 requires double tempering.
Typical:
500–550°C × 2 cycles
If tempering is delayed or insufficient:
- Residual stress remains
- Retained austenite transforms later
- Post-quench dimensional movement occurs
How to Prevent D2 Warping
✔ Use proper preheating stages
✔ Control hardening temperature carefully
✔ Use vacuum heat treatment when possible
✔ Quench uniformly
✔ Stress-relieve after rough machining
✔ Design smooth section transitions
✔ Double temper immediately
✔ Use fixtures for thin or long parts
Conclusion
D2 warps after quenching mainly because of:
- Uneven cooling
- Martensitic expansion
- Residual machining stress
- Improper heat treatment control
- Poor part geometry
Proper process control and stress management are the key to minimizing distortion and ensuring dimensional stability.





